机械博彩app 政府补贴申报 知识产权保护 —— 深圳市机械行业协会一体化服务平台
注册
登录
En
首页
关于协会
博彩app
会长团队
监事会团队
活动参与
资讯
博彩app
先进制造技术展览会
更多服务
政策服务
博彩app
博彩app
博彩app
证书查询
碳纤维复合材料弹翼模压成型模设计
安妮
2024-05-29 04:18
精密模具专业委员会
1 变截面弹翼工艺分析
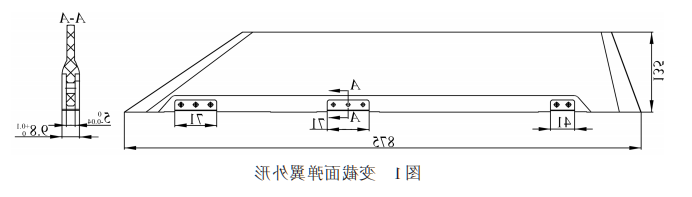
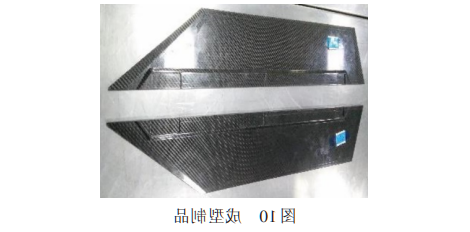
某碳纤维变截面弹翼如图1所示,外形尺寸为875mm×135mm×9.8mm,其整体型面要求偏差≤0.1mm,特别是夹持区及加强区厚度要求分别为50-0.04mm和9.8+0.10mm。传统的导弹弹翼大多采用铝合金材料制作,碳纤维预浸料的密度大致为2150kg/m3,相同体积的碳纤维预浸料质量为铝合金的80%,现介绍材料为碳纤维预浸料的飞行弹翼的成型工艺及模具设计。
2 成型工艺
变截面弹翼模压成型模由上、下模块组成,将变截面弹翼的一半铺设在下模型腔,另一半铺设在上模型腔,然后将上、下模闭合放入压力机加热固化。
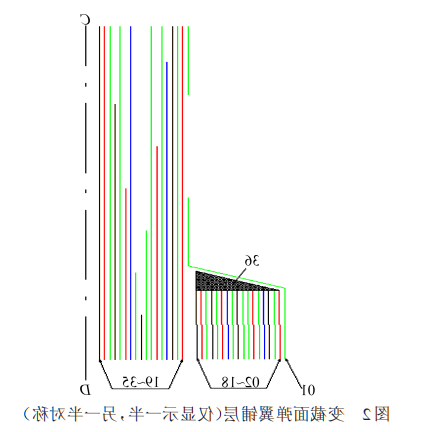
由于变截面弹翼的形状不规则,需要按照强度计算结果采用不同纤维排列方向的预浸料错层铺设。变截面弹翼的铺层如图2所示,其中CD线为弹翼的对称中心面,01号线为弹翼的制品面,02~18号线为弹翼的加强区,19~35号线为弹翼的非加强区,36号阴影区域为碳纤维捻子条。
由于纤维布外形规则、模具的外形不规则,在铺层过程中会出现架桥的现象,容易造成纤维扭曲,并且将空气留在成型制品中,导致固化过程中每层的纤维粘接出现空隙,固化后的制品出现分层现象。为了避免这种情况的出现,每铺3~5层碳纤维就需要在表面铺盖一张真空袋,并用密封胶条将碳纤维层包裹在模具零件表面,最后将真空袋内的空气抽离,使每层碳纤维布压得更紧实。
3 模具结构
3.1 型腔设计
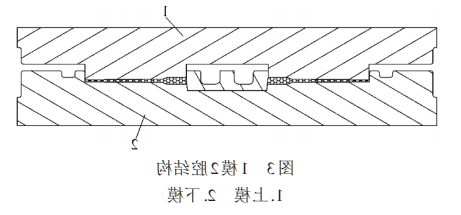
碳纤维复合材料弹翼模压成型模由上模和下模组成,由于弹翼在成型过程中需要加热至180℃以上,且压力达到1000kN,模具零件材料选用P20模具钢,并且进行淬火与低温回火处理,以保证模具的硬度和韧性,避免在180℃高温环境下变形。由于变截面弹翼形状不规则,在模压过程中会产生侧向力,为了消除侧向力对模压精度的影响,模具采用1模2腔结构,将型腔设计成对称形式,如图3所示,合模时左型腔会对模具产生向左的力,右型腔产生向右的侧向力,2个侧向力互相抵消,避免对模具产生损伤,影响合模精度。
3.2 上模设计
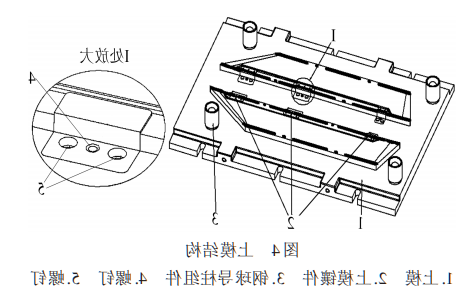
上模结构如图4所示,因为目前的铺层技术多为手工铺层,所以碳纤维预浸料在铺层的过程中每层碳纤维布并不是非常整齐,固化后的制品需要将边缘切割,如图4所示的加粗点画线为制品的边缘线,需要在模具上刻线,刻线比模具零件型面单边缩进10mm,制品固化后会在表面留下刻线痕迹,用于后续切割。
3.3 导柱设计
为了保证合模精度,模具设计了4根导柱,导柱采用过盈配合压入上模,导柱上装有钢珠套,钢珠套的目的是使上、下模开合方便。传统导柱导套在配合过程中都是滑动摩擦,由于导柱导套配合间隙通常在0.03mm内,模具在高温高压下的轻微变形会导致导柱与导套单边卡死,增加模具开合的难度。通过采用钢球导柱组件,使导柱与导套的摩擦方式由滑动摩擦变为滚动摩擦,降低上、下模开合的难度。
3.4 上模镶件设计
模具零件型面不是采用整体式结构(见图4中I处放大),上模镶件通过螺钉5与上模紧固,镶件上设有螺钉孔用于镶件的拆卸,如图1中A-A截面所示,镶件处的制品厚度精度要求高,为50-0.04mm,由于制品成型中需要固化加热,且制品材料与模具材料不同,在加热和冷却过程中制品的最终尺寸存在波动,可通过拆卸镶件的方式调整此处制品的厚度。如果成型的制品该处偏厚,可以在镶件的安装面垫上铁皮,使合模后上、下模的镶件距离减小,减小制品该处厚度;如果成型的制品该处偏薄,可以将镶件的安装面磨低,增大合模后上、下模的镶件间距。通过这种调节方式使制品尺寸最终达到设计要求。
3.5 下模设计
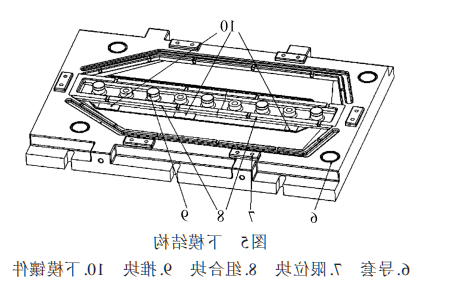
下模结构如图5所示,下模型腔侧壁设有10个溢料槽,尺寸为10mm×13.5mm×2mm,溢料槽的作用是将模压过程中多余的树脂通过溢料槽排出型腔,溢料槽后面设有一圈挡胶槽,挡胶槽的作用是为了存储溢出来的树脂,以防止树脂流入导套孔和限位块的螺钉孔。
3.6 限位块设计
下模周圈及中间设有限位块,所有的限位块都是在磨床上同时加工,保持统一厚度。制品在固化成型的过程中,上模压住限位块作为模具合模到位的最终标准,限位块的厚度也决定了上、下模合模后型腔的厚度。在制品正式生产前,应在型腔不同位置放入铅块,合模加压至理论压力,保压10~15min后开模,测量各位置铅块厚度,此时需要关注镶件区的铅块厚度是否为50-0.04mm及镶件区两侧的铅块厚度是否为9.8+0.10mm,如果存在误差则先将镶件区两侧的型腔厚度调整至9.8+0.10mm,具体方法如下:如果型腔厚度偏薄则在限位块下面垫铁皮,增加合模后的型腔厚度;如果型腔厚度偏厚则将限位块拆卸,用磨床将其磨低,之后继续调整镶件区的铅块厚度。由于制品固化需要加热,会导致模具和制品产生热膨胀现象,碳纤维在冷却后不会随模具零件收缩,一般调整型腔厚度至稍小于理论厚度的状态。
3.7 导套设计
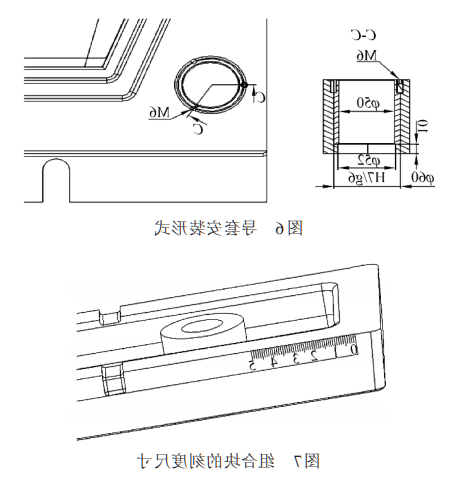
由于导套为薄壁结构,与下模安装孔设计成间隙配合。如果导套与安装孔配合过紧,安装过程中安装孔的侧壁会将导套挤变形,导致导套孔变小,增大与导柱的摩擦力,缩短导柱导套的使用寿命。导套与下模采用台阶和内六角无头螺钉固定,如图6所示,导套与安装孔通过φ60H7/g6的间隙配合,导套的壁厚为5mm,在安装孔底部10mm处将孔加工至φ52mm,用于限制导套安装的深度。由于模具合模后,上、下模的空间比较小,无法通过盖板将导套紧固在下模,为了解决开模过程中导套可能被导柱带出下模的状况,导套插入安装孔后,导套与下模座的圆周接缝处均布3个φ5.2mm孔,并加工M6mm螺纹,然后拧上M6mm的无头螺钉,通过该方法限制导套各个方向的自由度。由于模具在高温状态下需要开合,无法用机油润滑导柱导套,选用的导套材料为高力黄铜(CAC304)并镶嵌石墨,石墨起自润滑的作用。
3.8 组合块设计
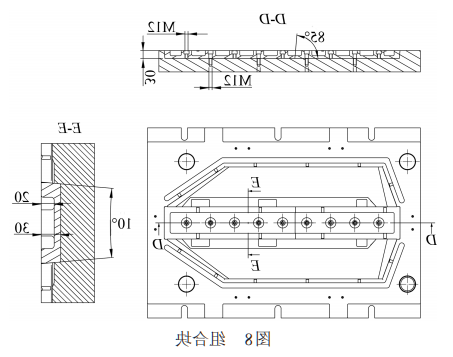
组合块在前段和后段均刻有标尺,如图7所示,目的在于方便变截面弹翼的错层铺贴。如图8中D-D截面所示,为了方便组合块安装及脱模,2个组合块之间设计5°的配合面,且E-E截面中组合块与模座之间设计10°的拔模角,组合块上设有5个M12mm的顶丝孔和4个M12mm的紧固孔,紧固孔与顶丝孔周围设有深度为20mm的存料槽,存料槽可以存储模压时产生的多余树脂,且防止其从组合块表面流入顶丝孔中。
4 强度计算
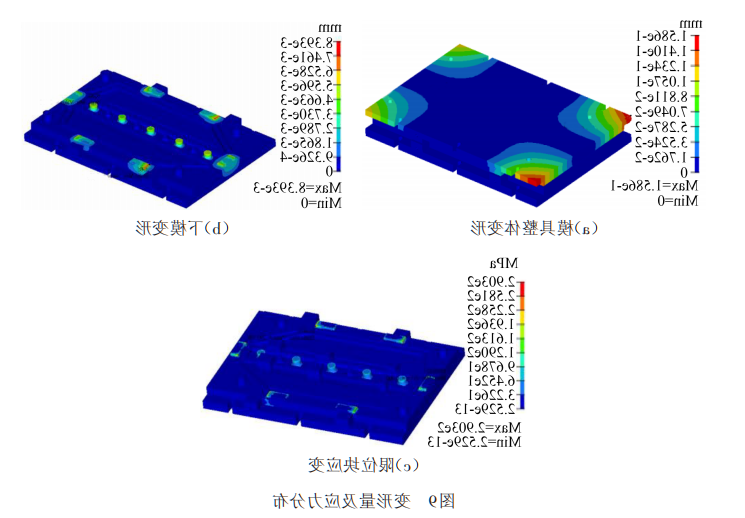
通过HyperMesh软件模拟弹翼成型模在180℃的环境下受1000kN的压力,结果如图9所示。在高温高压的状态下,模具变形量最大的位置为上模的2个角,变形量约为0.15mm,此时模具零件型面处的变形量为0.008mm,且下模限位块所受应力最大,为290MPa,限位块与模具零件材料为P20,其屈服强度为1140MPa,满足模具的使用要求。
5 模具生产过程
将组合块从下模座上拆卸,清理干净表面、螺钉孔和顶丝孔,擦涂3遍脱模剂。将上模和下模的镶件拆卸,所有镶件表面擦涂3遍脱模剂,擦涂完脱模剂后用螺钉紧固,12个镶件表面均匀涂覆一层硅脂膏。模具组合完成后检查镶件和组合块的安装位置是否正确,保证无组合间隙和阶差,组合块与模具零件型面齐平,2个组合块齐平,此时模具组装合格。上、下模镶件的顶丝孔使用堵孔螺栓加涂硅脂膏填充,组合块的顶丝孔使用硅脂膏填充,其目的是避免树脂流进顶丝孔内。将上模和下模合模后置于压力机平台上,加压后压力缓慢升高,直至上模完全压住下模的限位块,保压10~15min,最后卸压、开模。测量铅块的厚度,依据铅块厚度调节相应的2块内嵌镶件的垫片厚度,调整好后将碳纤维布按图2在型腔内铺层,最后合模在压力机上固化,待制品固化完成后开模取出成型制品,如图10所示。
来源:模具工业
附件:
热点资讯
●
{{suni.intitle}}
猜你喜欢
●
{{likei.intitle}}
在线咨询
咨询电话:0755-83458818
服务通道
回到顶端
×
Close
你使用的浏览器版本过低
为保障您的体验,建议您立即升级浏览器!
微软已停止对IE6~8 的安全更新,老版本的浏览器可能存在安全风险。
Google Chrome
下载更新
火狐浏览器
下载更新
360浏览器
下载更新
四海钓鱼网
沙巴体育app
体育博彩app
买球app
中国远征军网
赌博网站推荐
棋牌娱乐
太阳城博彩
浩博体育
在线博彩平台
乐博加拿大28
九州娱乐
博彩平台推荐
澳门太阳城集团
172校园活动网
沙巴体育
璧山网
方格子
博彩平台
线上博彩平台排名
特力屋官网
搜狗影视
东商网
郑州易登网
网上交易保障中心
第6大陆
东营网新闻中心
哥伦比亚中国官方商城
中国地暖网
小吃加盟一点通
红人股份
八神安卓智能天下
在路上
58同城南充分类信息网
站点地图